- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Προϊόντα





Μηχανή εξώθησης μονής βίδας γραμμής εξώθησης φύλλου Pa
Μηχανή εξώθησης μονής βίδας γραμμής εξώθησης φύλλου Pa
Μοντέλο:SJ65/33
Αποστολή Ερώτησης
περιγραφή προϊόντος


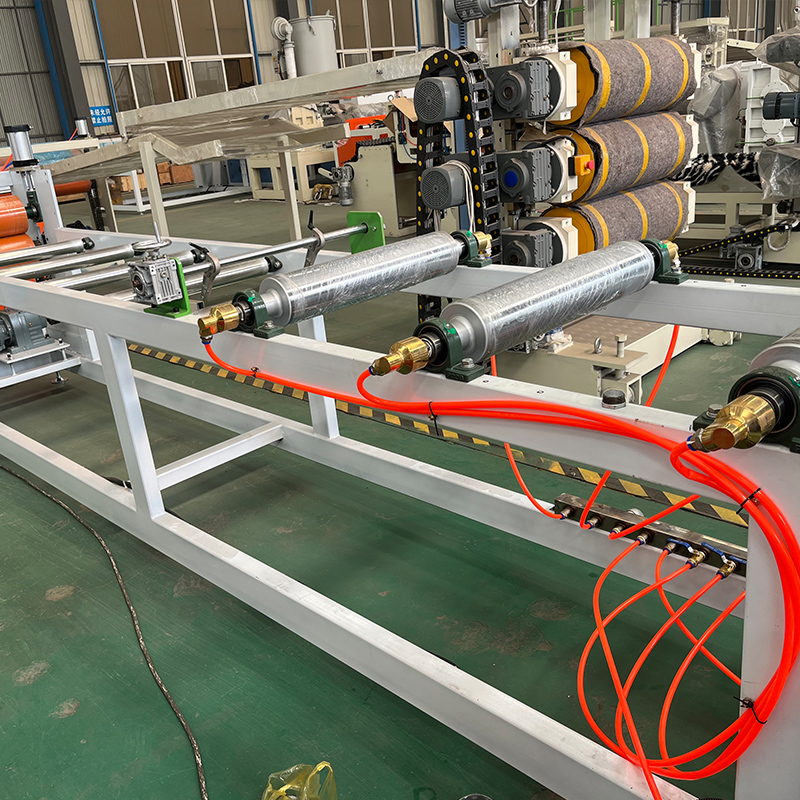
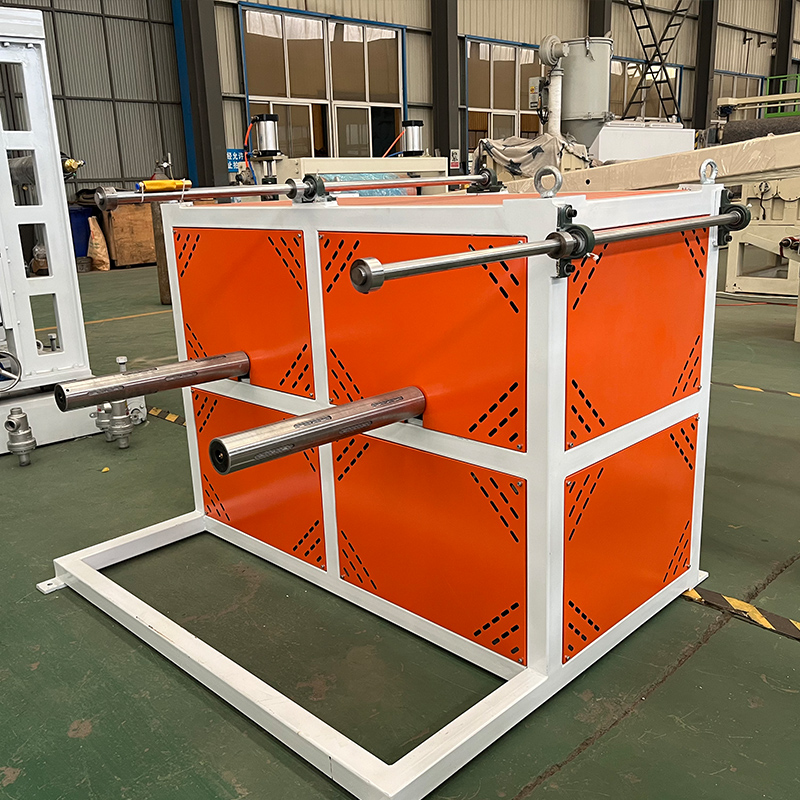
Μηχανή εξώθησης μονής βίδας γραμμής εξώθησης φύλλου Pa
Η διαδικασία παραγωγής του εξοπλισμού φύλλων PA περιλαμβάνει πολλαπλούς συνδέσμους όπως επεξεργασία πρώτων υλών, εξώθηση τήγματος, χύτευση, ψύξη και διαμόρφωση, έλξη και κοπή κ.λπ.
Επιλογή πρώτης ύλης
Η κύρια πρώτη ύλη είναι η ρητίνη PA (όπως PA6, PA66 κ.λπ.) και μπορούν να προστεθούν πρόσθετα (όπως πλαστικοποιητές, επιβραδυντικά φλόγας, masterbatches, ενισχυτικές ίνες κ.λπ.) σύμφωνα με τις απαιτήσεις του προϊόντος.
Βασικές απαιτήσεις: Οι πρώτες ύλες πρέπει να πληρούν την καθαρότητα, την κατανομή του μοριακού βάρους και άλλους δείκτες για να αποφευχθούν οι ακαθαρσίες που επηρεάζουν την απόδοση του φύλλου.
Ξήρανση πρώτης ύλης
Η ρητίνη PA έχει ισχυρή υγροσκοπικότητα και χρειάζεται προεπεξεργασία με στεγνωτήριο ζεστού αέρα ή στεγνωτήριο κενού:
Θερμοκρασία στεγνώματος: 80-120℃ (ρυθμισμένη σύμφωνα με τον τύπο PA, όπως το PA6 είναι γενικά 80-100℃, το PA66 είναι 100-120℃).
Χρόνος στεγνώματος: 4-8 ώρες, βεβαιωθείτε ότι η περιεκτικότητα σε υγρασία είναι μικρότερη από 0,1% για να αποφύγετε φυσαλίδες ή υποβάθμιση κατά την εξώθηση.
Hot Tags: Μηχανή εξώθησης μονής βίδας γραμμής εξώθησης φύλλου Pa
Pa Sheet Extrusion Line Single Screw Machine Extruder, Κίνα, Κατασκευαστές, Προμηθευτές, Εργοστάσιο, Χονδρική, Προσαρμοσμένη, Ποιότητα
Σχετική Κατηγορία
Φύλλο Εξοπλισμός
Μηχανή κουρτινών μαλακής πόρτας
Εξοπλισμός πινάκων
Γραμμή παραγωγής χαλιών αυτοκινήτου
Μηχάνημα διασπώμενων πλαστικών φύλλων PLA
Μηχάνημα Root Controller
Μηχάνημα δίσκων σπορόφυτων
Μηχανήματα συσκευασίας blister
Μηχανή Geocell
Γραμμή Παραγωγής Πλαστικού Προφίλ
γραμμή παραγωγής σωλήνων
Αποστολή Ερώτησης
Μη διστάσετε να δώσετε το ερώτημά σας στην παρακάτω φόρμα. Θα σας απαντήσουμε σε 24 ώρες.








